電鍍金剛石鉸刀根據制作工藝的不同一般可以分為內鍍和外鍍,國內傳統的電鍍金剛石鉸刀多為外鍍法,但由于外鍍金剛石鉸刀磨粒等高性差需要修整,而修整又會破壞金剛石磨粒的天然刃口,影響金剛石鉸刀的加工效率以及加工孔的表面質量,因此,金剛石鉸刀內鍍法應運而生,今天我們就結合相關資料,來聊一聊金剛石鉸刀的內鍍法制造工藝。

金剛石鉸刀的內鍍法制造工藝過程大致為:鍍前處理→鍍錫→上砂→卸砂→初步加厚→進一步加厚。
其中,鍍前處理分為用堿性溶液化學除油、用硫酸鹽酸強浸蝕、用稀堿液浸泡中和(不鍍部位進行絕緣處理)、電解去油、弱浸蝕等步驟。
而金剛石鉸刀的電鍍過程如下:
第一步:鍍錫。為了能夠讓鍍層順利脫模,可以現在胎具內孔鍍一層錫,因為錫的熔點較低,脫模時稍微加熱就可以使胎具和鍍層分離。
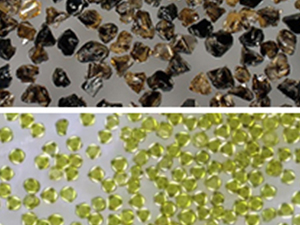
第二步:上砂。由于此時是在內孔進行的金剛石顆粒的復合電鍍,為了保證金剛石顆粒均勻、單層、較牢固的以孔壁為基準排列好,可以采用埋砂法。
第三步:卸砂。為了節省金剛石砂粒,也為了后面的進一步加厚的工藝,完成上砂后,需要去掉胎具孔內多余的砂子,然后更換鍍液,徹底清洗電鍍裝置。
第四步:初步加厚。為了保證金剛石顆粒能夠牢固地被鍍層金屬包裹,在原有鍍層的基礎上還需要進行加厚處理,至于鍍層的厚度則需要根據金剛石顆粒的大小而定,以鍍層將金剛石顆粒全部包裹為宜。
第五步:進一步加厚。為了保證刀桿與鍍層的充分連接,還需對鍍層繼續加厚,厚度約為0.8~1mm,當厚度達到要求后,即可關閉電源,取出胎具進行清洗,而整個電鍍工藝過程也至此結束。