河南博徠榮超硬材料有限公司
中國立方氮化硼全產業制造商

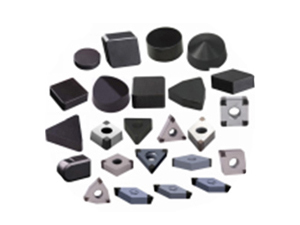
1.聚晶立方氮化硼(PCBN)刀具的特點
PCBN刀具是以CBN顆粒為原料,在有粘結劑或無粘結劑的情況下,經高溫、高壓燒結而成,其結構形式有整體燒結式和帶硬質合金基體的復合片。由于PCBN是以CBN為主要制成的,因此PCBN刀具具有CBN的各種優異性能,其性能指標見表1,其主要特點有:
表1各種刀具材料的力學性能
材料性能 | 硬質合金(K10) | 陶瓷 | PCBN | PCD | |
機 械 性 能 | 硬度HV | 1500~1700 | 1800~2500 | 3000-5000 | 4000~6000 |
楊氏模量GPa | 590~630 | 300~400 | 580~680 | 680~810 | |
斷裂韌性MPa | 10.8 | 2.0~3.0 | 3.7~6.3 | 6.8~8.8 | |
熱 力 特 性 | 耐熱性℃ | 800~1000 | >1200 | 1400-1500 | 700-800 |
導熱系數W/(K·M) | 17-125 | 20-29 | 40~100 | 500-2000 | |
熱膨脹系數10-6J/℃ | 4-9 | 6.3-9 | 2.1-4.8 | 0.9-4.8 |
(1)高強度和耐磨性
聚晶立方氮化硼與金剛石的晶體結構類似,具有接近金剛石的硬度和抗壓強度,使用PCBN刀具進行切削加工時,其耐磨性也遠高于硬質合金刀具與陶瓷刀具;可用于加工強硬的鑄鐵以及強度大、硬度高及熱敏性高的鋼件或其他合金材料。
(2)優異的化學穩定性
CBN具有較高的化學穩定性,與鐵系材料在溫度達到1200-1300℃時不會發生反應,且在1000°C高溫時CBN不會被氧化,抗氧化能力強,所以PCBN刀具在進行切削加工時發生化學磨損比其他刀具材料都小,可以用來切削加工多種材料。
(3)良好的導熱性和低的摩察系數
CBN的導熱性大大高于高速鋼、陶瓷和硬質合金,且PCBN刀具的導熱系數會隨溫度的升高而增大。這就使得在切削加工時,刀尖溫度不會太高,有利于提高刀具耐用度和延長刀具的使用壽命。CBN與其他材料相互作用時,其摩擦系數約為0.1-0.3,相比硬質合金與其他材料間的摩擦系數(0.4-0.6)要小很多從而使切削力減小,切削溫度降低,減少切削加工時的粘刀現象,有效避免積屑的產生,進而提高工件的表面加工質量。
2.聚晶立方氮化硼(PCBN)刀具的應用
PCBN刀具主要用于加工難加工材料和高硬度材料(>HRC35),如工具鋼、高速鋼、淬硬鋼、奧氏體軟鐵等;耐磨材料如灰口鑄鐵、燒結鐵等;難加工材料如表面涂覆材料、表面硬化合金、球墨鑄鐵等,且PCBN刀具可代替傳統的磨削工藝,加工后的精度可高達IT5-IT6,表面粗糙度可達到Ra0.8~0.2μm,可以達到磨削加工的精度。
2.1加工灰鑄鐵
高速切削高速切削灰鑄鐵材料是PCBN刀具典型應用之一,PCBN刀具高速切削灰鑄鐵時,刀具壽命可以達到陶瓷刀具的20-30倍。對于不同牌號的PCBN刀具來說,CBN含量越高,PCBN刀具的硬度、耐磨性和導熱率就越高。當灰鑄鐵材料中的鐵素體含量低于10%時,更適合PCBN刀具的切削加工,這時的PCBN刀具的壽命較長,因為當鐵素體過多時,會與CBN中的硼元素在切削時的高溫下發生化學反應,從而使PCBN刀具的化學磨損增大,導致降低刀具的使用壽命。而在切削加工灰鑄鐵時,需要額外注意的一個方面是時效性,即工件鑄造完畢之后直至使用PCBN刀具切削加工的時間,這是由于灰鑄鐵鑄造時,會產生大量的氧和氮,這些會有害于PCBN刀具的耐用度,所以需要一段時間讓氧和氮揮發,保證刀具的正常使用壽命,一般時效天數10天。
2.2加工淬硬鋼
淬硬鋼是典型的難加工和耐磨材料,以前一直采用磨削來完成淬硬鋼零件的精加工,使用PCBN刀具加工淬硬鋼時,加工效率比磨削更快,更適合于切削加工不同形狀的零件,比磨削更靈活。由于PCBN刀具常使用干式切削,還可以避免切削廢液的污染和節省能源。而加工表面質量和磨削相當,甚至高于磨削。PCBN刀具在高速切削淬硬鋼過程中,產生的高熱量不斷地對工件材料切削區域軟化,從而進行切削加工,與硬質合金刀具相比,效率大大提高,并且可以改善工件表面粗糙度、提高加工精度。
2.3難加工材料
相對而言,PCBN刀具在加工球墨或蠕墨鑄鐵的應用及優勢相對較小。加工球墨或蠕墨鑄鐵過程PCBN刀具易產生嚴重的化學磨損,刀具壽命降低。所以,為了保證零件尺寸精度和形位公差而不得不使用PCBN刀具時,通常加以涂層來保護PCBN刀具,增加其耐用度。除了上述典型應用外,PCBN刀具還可以用于切削鎳基高溫合金、表面硬化合金、硬質合金、陶瓷、粉末冶金等材料。在加工效率、工件尺寸精度、表面粗糙度以及刀具耐用度上具有良好的優勢,得到廣泛的應用。
3.結語
PCBN刀具加工效率高,刀具壽命長,加工成本低,在灰鑄鐵、淬硬鋼類的黑色金屬加工領域已得到了廣泛應用,同時又可以進行高溫合金、 熱噴涂材料、 硬質合金及其他難加工材料的高速切削加工,可實現以車代磨,大幅度提高了加工效率。PCBN刀具的應用解決了黑色金屬硬態切削的加工難題,對于推動高速切削加工技術有十分重要的意義。